Products Description
HRC60 Square end mills 4 flute Product Information
| Material | GU20 Tungsten Carbide | Coating | Nano coating |
| Brand | Zy/Customizable | Number of blade | 2,4 |
| HRC | HRC60 | Helix Angle | 35° |
| Applicable materials | Alloy steel, die steel, 45# steel, cast iron and other rigid materials | Process | CNC machining center, precision engraving, engraving machine and other high-speed machines |
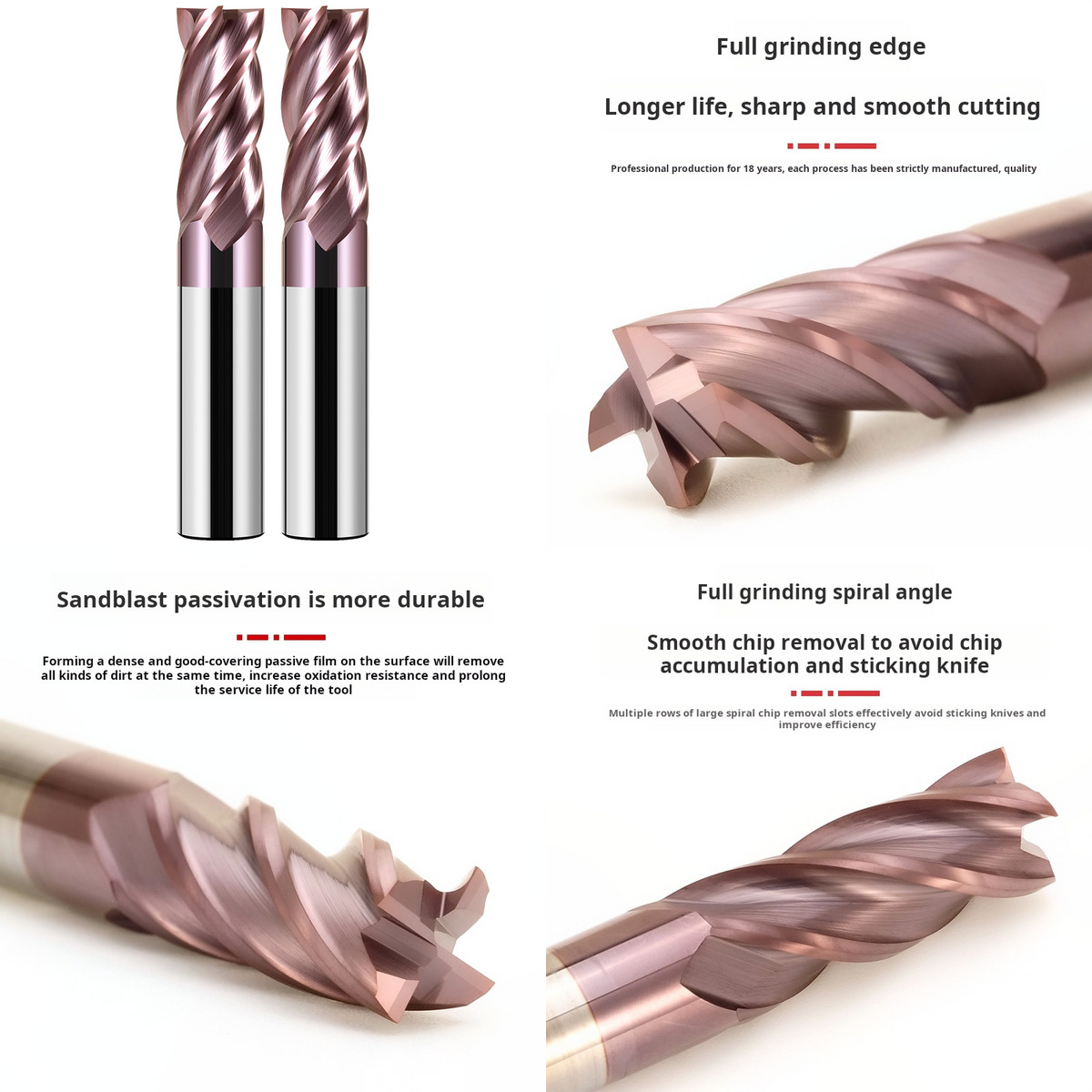
Feature Description
Carbide Square End Mills HRC60 4 Flutes hrc60 Coated Tungsten Steel Milling Cutter
Characteristic:
-
Imported Premium Raw Materials
-
High Precision & High Hardness
-
Sharp & Wear-Resistant
-
High Processing Efficiency
-
Stable Performance
-
Excellent Impact Resistance
Description:
Selected Materials: Made of high-quality materials from China’s well-known high-end brand, Jinlu, to ensure that the tool has excellent precision, stable performance, efficient processing capabilities and long service life.
Precision Grinding: Using ultra-fine-grained grinding wheels for precision processing, the milling cutter surface is as smooth as a mirror, with no grinding wheel marks at all. Even when inspecting the cutting edge at 200 times magnification, it is flawless.
Cutting-edge coating: Using innovative nano-gradient composite structure coating technology, the cutting edge is given ultra-high nano-level hardness, while having excellent coating and substrate bonding.
Strong cutting edge: The blade is extremely sharp, with excellent impact toughness, excellent wear resistance and better durability.
Stable clamping: Equipped with a universal chamfered round handle design, it is not only easy to use and widely compatible, but also can achieve a more secure clamping, effectively prevent slipping, and significantly improve the anti-seismic stability of the milling process.
| Carbide Material Introduction | ||||
| END MILL CRADE | Material Grade | Grain Size | HRA | Application |
| HRC50 | YG10X | 0.6μm | 91.8 | Suitable for Aluminium, Cast lron, Low AlloySteel, General under hardness HRC45 |
| HRC55 | WF25 | 0.6μm | 92.2 | Suitable for Cast lron, Alloy Steel, Generalunder hardness HRC50 |
| HRC60 | GU25UF | 0.4μm | 92.5 | Suitable for Super Alloy Steel, Stainless SteelTitanium, Inconel, Hardened Steel underhardness HRC55 |
| HRC65 | GU092 | 0.2μm | 93.5 | Suitable for Alloy Steel Hardened Steel under
hardness HRC62 |
| Coating Introduction | |||||
| Coating Name | Color | Thickness | Hardness | Friction | The Max °C |
| AITiN | Black | 1.5-3 | 3300 | 0.4 | 900 |
| AITiSiN | Copper | 1.5-3 | 3500 | 0.35 | 1000 |
| TiAIN | Dark Violet | 1-3 | 3000 | 0.4 | 800 |
| Blue Nano | Blue | 2-4 | 3200 | 0.45 | |
| (APS) AICrN | Dark Grey | 1.5-3 | 3500 | 0.3 | |
| DIC | Black | 1-3 | 1800 | 0.1 | |
| Diamond | Black | 2-12 | 10000 | 0.02-0.1 | |
Product Specifications
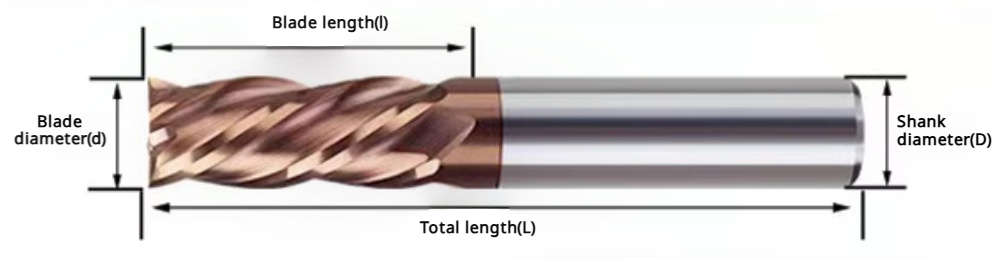
| serial NO. | Specifications
(Blade diameter*Blade length*Shank diameter*Total length) |
| 1 | 1.0*3.0*4D*50L |
| 2 | 1.5*4.5*4D*50L |
| 3 | 2.0*6.0*4D*50L |
| 4 | 2.5*7.0*4D*50L |
| 5 | 3.0*8.0*3D*50L |
| 6 | 3.0*8.0*4D*50L |
| 7 | 3.5*10*4D*50L |
| 8 | 4.0*10*4D*50L |
| 9 | 5.0*13*5D*50L |
| 10 | 5.0*13*6D*50L |
| 11 | 6.0*15*6D*50L |
| 12 | 8.0*20*8D*60L |
| 13 | 3.0*10*3D*75L |
| 14 | 4.0*16*4D*75L |
| 15 | 5.0*20*5D*75L |
| 16 | 6.0*20*6D*75L |
| 17 | 8.0*25*8D*75L |
| 18 | 10*25*10D*75L |
| 19 | 12*30*12D*75L |
| 20 | 3.0*12*3D*100L |
| 21 | 4.0*20*4D*100L |
| 22 | 5.0*20*5D*100L |
| 23 | 6.0*30*6D*100L |
| 24 | 8.0*35*8D*100L |
| 25 | 10*40*10D*100L |
| 26 | 12*45*12D*100L |
| 27 | 14*45*14D*100L |
| 28 | 16*45*16D*100L |
| 29 | 18*45*18D*100L |
| 30 | 20*45*20D*100L |
| 31 | Other specifications can be customized |
If the following HRC60 carbide square milling cutters do not meet your requirements, we support OEM customized production. Diameter 0.2mm to 25mm, total length 50mm to 200mm, 2F, 3F, 4F, 6F and brand logos can be customized, including imperial size end mills. Please contact us to select or customize non-standard carbide milling cutters according to your needs.

FAQ
Q1: The surface of the workpiece is glossy, but the concavity and convexity are large
resolvent:
(1) Reduce the feed.
(2) The low number of cutting edges changes the high number of cutting edges to improve the surface fineness.
Q2: The chip is short and thin, but there are sticky chips
resolvent:
(1) Increase cutting speed.
(2) Change to wet type (using cutting fluid), and use it with vortex tube gun to reduce the tool temperature and avoid overheating.
(3) Perform minor rounding and passivation treatment.
(4) Change from up milling to down milling.
(5) Increase the feed rate or the cutting allowance.
Q3: There are transverse cuts
resolvent:
(1) Perform minor rounding and passivation treatment.
(2) Use water-insoluble cutting fluid.
(3) Change from forward milling to reverse milling
Q4:The finishing size is too small
resolvent:
(1) Change from up milling to down milling.
(2) Reduce the cutting allowance.
(3) Replace the chuck or spring collet.
(4) Reduce the cutting depth of the end mill.
(5) Increase cutting speed.
Tags:
Technical parameter

HRC60 Square end mills 4 flute

HRC60 Square end mills 4 flute

HRC60 Square end mills 4 flute

HRC60 Square end mills 4 flute