Cutting HRC63-grade 100Cr6 hardened steel—used in high-precision components like bearings and gears—has long been an industry challenge: traditional saw blades suffer from tooth chipping, short service life, and rough cuts. Golden Egret’s GU25U with TiAlN coated Tungsten Carbide Circular Saw Blades leverages dual-core technology—ultra-fine grain substrate + nano-coating—delivering a significant breakthrough in efficiency and lifespan for hardened state cutting!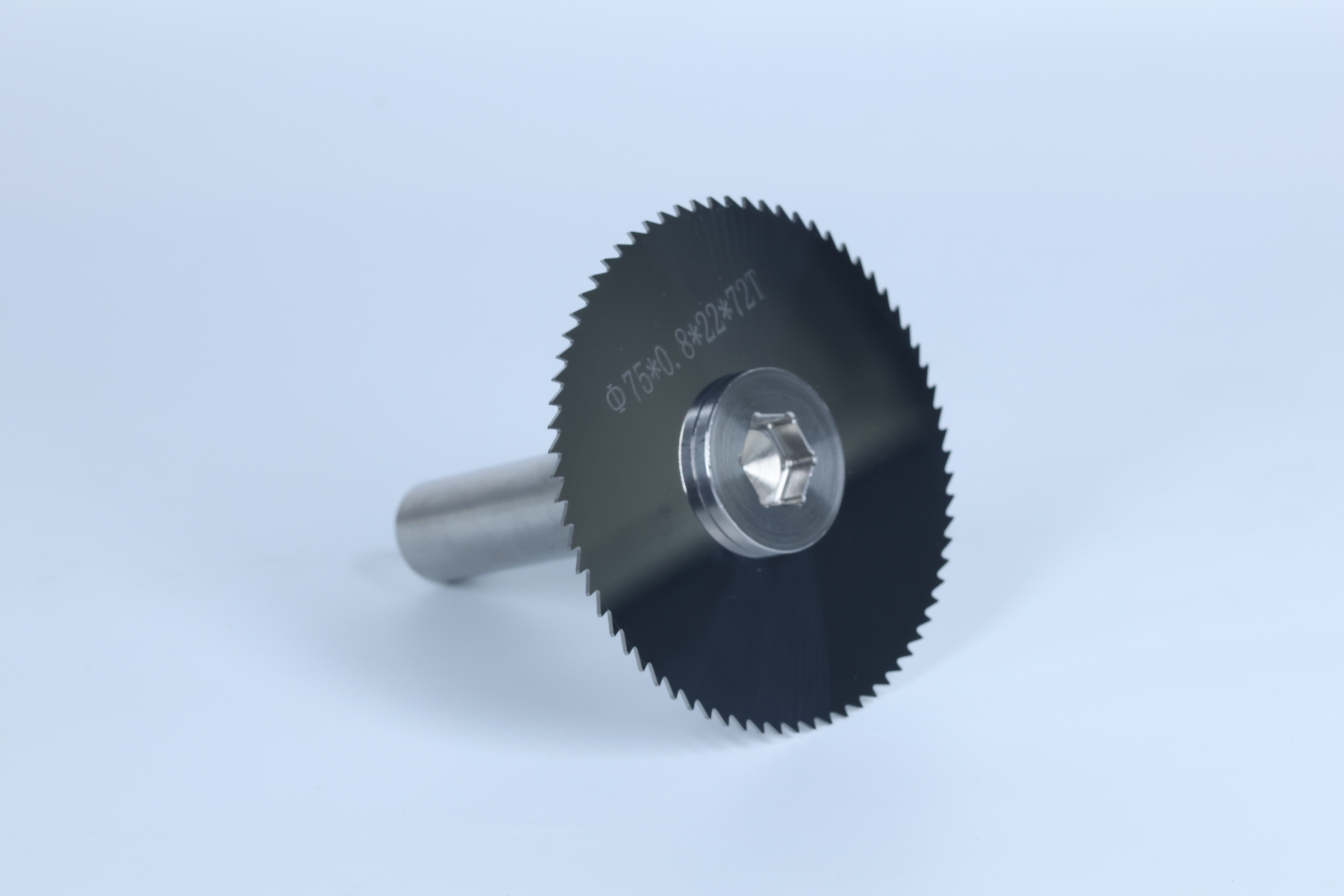
Part 1: Four Major Challenges in Hard Material Cutting and Their Breakthrough Solutions
| Pain points | Performance of traditional saw blades | Solutions for Jinlu tungsten steel circular saw blades |
| Broken blades | Defective tooth tip after 30 cuts | Ultra-fine-grained GU25U substrate bending strength ↑40% |
| Rapid wear | Precision out of control after 50 cuts | TiAlN coating hardness reaches 3800 HV, life extended by 3 times |
| Burning and deformation of cut surface | Many burrs, requiring secondary grinding | Thermal conductivity + 900℃ resistant coating, cut surface Ra≤3.2μm |
| Chip adhesion and jamming | Frequent shutdowns for chip cleaning | Low friction coating, supports dry cutting without sticky slag |
Part 2: Why choose tungsten steel circular saw blade to cut 100Cr6 hardened steel?
2.1. Material performance is better than ordinary high-speed steel
Hardness: Tungsten steel (hard alloy) has a hardness of 90-94 HRA (≈83-86 HRC), which can resist the wear of 63 HRC workpieces.
Red hardness advantage: It still maintains high hardness at 800℃, eliminating thermal softening failure during high-speed cutting
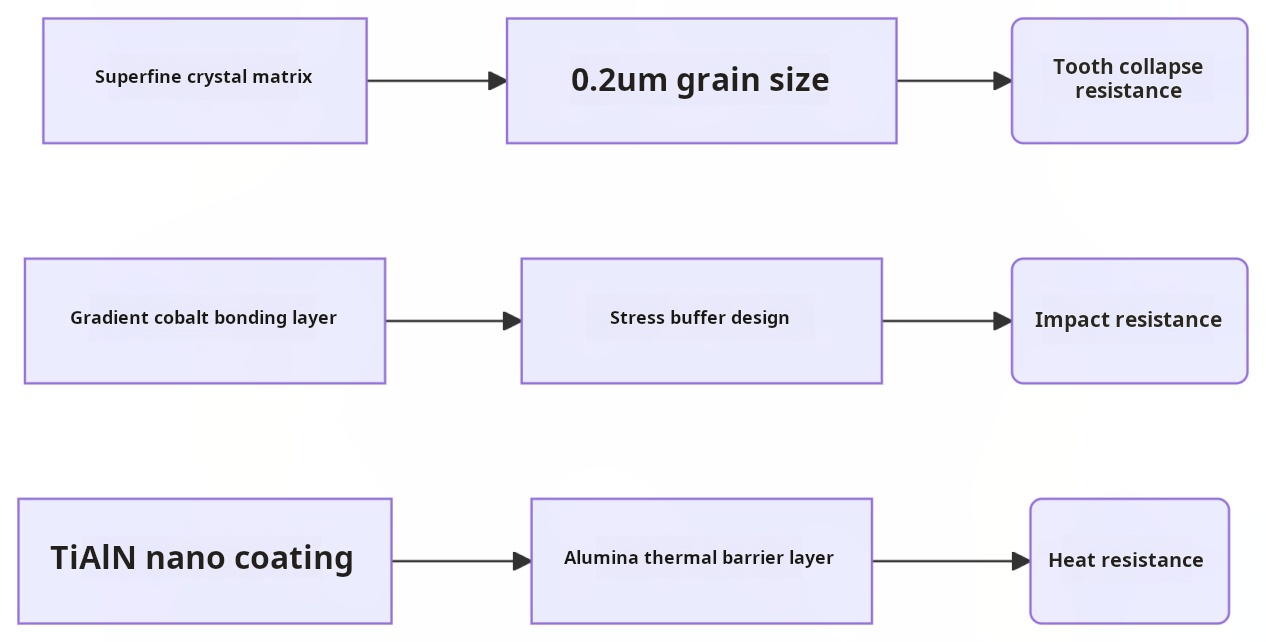
2.2. Triple technical barriers of Jinlu GU25U+TiAlN coating
Part 3:Actual data: Excellent performance of GU25U saw blade in cutting HRC63 100Cr6
| index | Traditional uncoated saw blade | Golden Heron GU25U+TiAlN | Improvement |
| Number of cuts per grinding operation | 30-50 times | 120-150 times | ↑300% |
| Cutting speed | 30 m/min | 70 m/min | ↑133% |
| Surface roughness Ra | 6.3 μm | 3.2 μm | ↓49% |
| Processing cost per piece | $0.17/件 | ¥0.05/件 | ↓67% |
Test conditions: 160mm diameter saw blade, cutting 20mm thick 100Cr6 bar, cooling method: minimal quantity lubrication (MQL)
Part 4: The key to successful hard cutting: parameter optimization guide
4.1. Golden parameters for tungsten steel circular saw blade operation
Linear speed: 60-80 m/min (too low is easy to break the tooth, too high causes overheating).
Feed rate: 0.03-0.06 mm/tooth (hard cutting requires “light cutting”).
Cooling solution: oil mist cooling or nanoparticle spray is preferred.
4.2. Pitfall avoidance guide
✘ It is strictly forbidden to use water-based cutting fluid (thermal shock causes micro cracks).
✘ Avoid feed pauses (local overheating and burning of coating).
✔ Check the wear of the tooth tip every 50 cuts (timely grinding to ensure accuracy).
Part 5: Industry application scenarios
5.1 Cutting of hardened rings of automobile bearings
→ Use φ250mm GU25U saw blade to achieve ±0.1mm accuracy, replacing grinding wheel slotting
5.2 High-hardness slide rail unloading of hydraulic valve blocks
→ Continuous cutting of 50mm thick hardened steel, single-blade life of up to 200 times
5.3 Efficient separation of precision gear blanks
→ Dry cutting process avoids pollution and eliminates cleaning process
Conclusion
Hard material cutting has entered the “tungsten steel + coating” era! Jinlu GU25U+TiAlN tungsten steel circular saw blade achieves imported performance at domestic cost, becoming the ultimate weapon for cutting HRC63 grade 100Cr6 hardened steel.
If you have any needs, please contact me