Titanium alloy, as a strategic material, is increasingly used in fields such as aerospace and medical implants. However, issues such as tool wear and cutting heat accumulation during its machining process have long troubled manufacturing enterprises. This article will systematically analyze how the four-flute nano-coated milling cutter breaks through the bottlenecks of traditional machining.
1.Core Challenges in Titanium Alloy Machining
- Contradictory Material Properties: The combination of high strength (tensile strength ≥ 900 MPa) and low thermal conductivity (only 1/5 that of steel) causes the temperature in the cutting zone to reach over 800°C.
- Triple Threats to Tool Failure: Chemical affinity leads to tool adhesion (surface friction coefficient reaches 0.5), work hardening (hardness increases by 30%), and severe vibration (spindle amplitude exceeds 0.02 mm).
- Economic Dilemma: The service life of traditional tools is only 80 minutes, and the single-piece machining cost accounts for 35% of the total manufacturing cost.
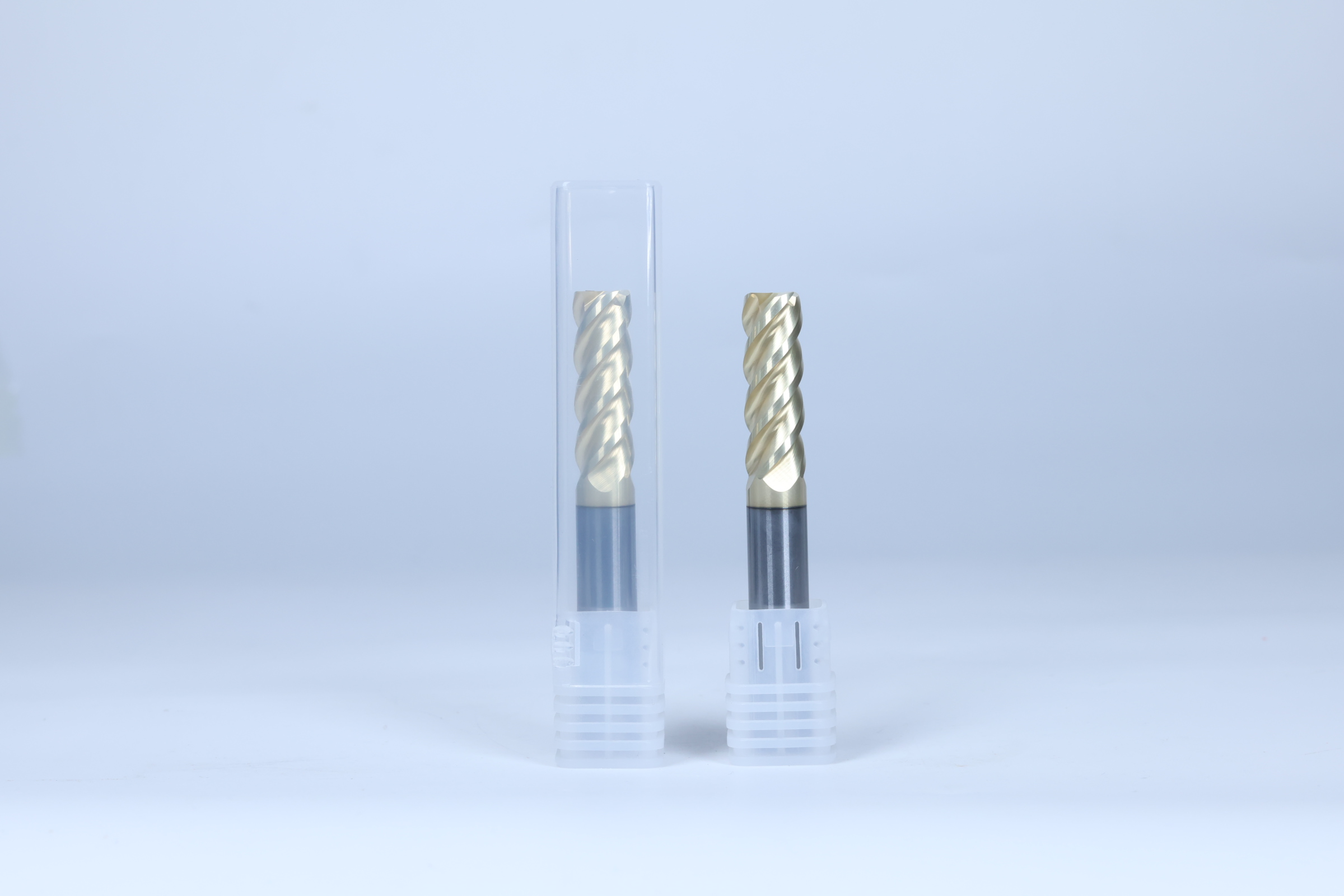
2.Technological Breakthroughs of the 4 Flute Nano Coated Milling Cutter
2.1 Innovation in Tool Structure
- Four-Flute Helical Design: Reduces the cutting load per tooth by 40% and decreases the vibration frequency by 25%.Negative Rake Angle Edge: Effectively controls the chip thickness (0.1 – 0.3 mm) and reduces the input of cutting heat.Optimized Internal Cooling Hole Diameter: Achieves sufficient lubrication under a cooling pressure of 0.3 MPa.
2.2Upgraded Coating Technology
- TiAlN/AlCrN Nano-Composite Structure: Forms a stress buffer layer through atomic-level lamination (layer thickness of 5 – 10 nm).Breakthrough in Thermodynamic Performance: Maintains a hardness retention rate of 85% at 900°C and improves the chemical diffusion barrier efficiency by 60%.Optimized Friction Coefficient: With a surface roughness Ra ≤ 0.2 μm, it realizes a self-lubricating effect.
3.Verification in Typical Application Scenarios
3.1Machining of Aero-Engine Components
- Deep Groove Machining of Turbine Blades: Increases the cutting speed from 80 m/min to 120 m/min.
- Structural Frame Parts: The service life of a single tool reaches 500 pieces (only 80 pieces for traditional tools).
3.2Manufacturing of Medical Implants
- Hip Acetabular Cups: Achieves a surface quality of Ra ≤ 0.4 μm and shortens the machining time by 40%.
- Bone Screw Thread Forming: Ensures a pitch accuracy of ± 0.005 mm and increases the yield rate to 99.2%.
4.Comprehensive Benefit Analysis
4.1.Cost Dimension: Reduces the tool cost proportion from 35% to 18% and decreases the single-piece machining cost by 42%.
4.2.Quality Dimension: Improves the surface integrity index (SQI) to Grade 9.2 (ASTM standard).
4.3Efficiency Dimension: Increases the equipment utilization rate from 65% to 85% and reduces the tool change frequency by 75%.
This technological solution successfully solves the “high-cost, low-efficiency” dilemma in titanium alloy machining through the synergistic effect of structural innovation and material upgrade. With the continuous growth of the lightweight demand in the aerospace industry, the four-flute nano-coated milling cutter will become an indispensable machining tool in the high-end manufacturing field.